







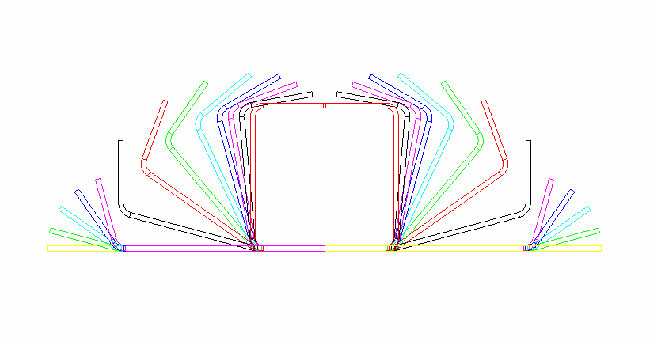
直接成方成型工艺生产方管、矩形管成型过程中轧辊采用组合式轧辊,分片结构,辊片间用轧辊套填实,一套轧辊可覆盖绝大部分产品规格的焊管,轧辊共用率达到80%,轧辊采用分片结构,在变形区域轧辊与带钢局部接触,而不是全部接触,从而减少了接触面积,相应减少了带钢和轧辊的摩擦,轧辊损耗少,机组成型能耗也相应减少了许多,同时该种工艺能节省带钢约4%。根据用户需要,该机可设计成生产型钢、方矩形管和圆管的多功能组合设备,实现一机多用。
主要技术参数:
|
型号 |
带钢材质:σb≤580Mpa,σs≤350MPa的碳素钢及低合金钢≤X80 |
成型速度(m/min) |
|||
|
方矩形管规格 |
圆管规格 |
||||
|
管径(mm) |
壁厚(mm) |
管径(mm) |
壁厚(mm) |
||
|
LW400 |
40×40~100×100 |
2.0~5.0 |
Ø50~ Ø140 |
2.0~5.0 |
10~60 |
|
LW640 |
60×60~160×160 |
2.0~6.0 |
Ø60~ Ø165 |
2.0~6.0 |
10~50 |
|
LW800 |
80×80~200×200 |
3.0~8.0 |
Ø108~ Ø219 |
3.0~8.0 |
10~35 |
|
LW1000 |
100×100~250×250 |
3.0~10.0 |
Ø114~ Ø273 |
3.0~10.0 |
10~35 |
|
LW1200 |
150×150~300×300 |
4.0~12.7 |
Ø165~ Ø377 |
4.0~12.7 |
6~30 |
|
LW1600 |
200×200~400×400 |
6.0~16.0 |
Ø219~ Ø508 |
6.0~16.0 |
6~20 |
|
LW2000 |
300×300~500×500 |
8.0~18.0 |
Ø325~ Ø610 |
8.0~18.0 |
6~20 |
注:本机组为非标产品,参数表仅供参考,可根据用户要求定制。

 0311-83023765
0311-83023765

 在线留言
在线留言 
版权所有 ©2021 石家庄市中汇冷弯焊管设备有限公司 冀ICP备09031611号-1 网站建设:中企动力石家庄